随着高级辅助驾驶系统向L4/L5级别自动驾驶的演进,车载计算平台的核心——自动驾驶芯片,其性能与可靠性已成为决定整车安全性的基石。与消费级电子产品不同,车规级芯片必须在长达15年或20万公里的生命周期内,承受极端恶劣的工作环境,包括剧烈的温度循环、高湿度、强振动和电磁干扰。
在这种背景下,芯片封装内部的微观缺陷,尤其是BGA(球栅阵列)或FC-BGA(倒装芯片球栅阵列)封装中常见的焊球空洞,其潜在危害被显著放大。
常用封装类型与高密度互连趋势
自动驾驶芯片通常集成了CPU、GPU、NPU等多个高性能计算单元,对数据吞吐量和功耗效率要求极高。为满足这些需求,行业普遍采用倒装芯片技术,并结合BGA或LGA(无引脚栅格阵列)等高密度封装形式。
FC-BGA封装通过微小的焊球将芯片正面直接连接到封装基板上,大幅缩短了信号路径,提升了电气性能。随着芯片集成度的提高,2.5D/3D封装和系统级封装等先进技术也被引入,使得封装结构更为复杂,互连焊点的数量和密度急剧增加。
这种高密度、多材料的复杂结构,也为热机械可靠性带来了新的挑战。
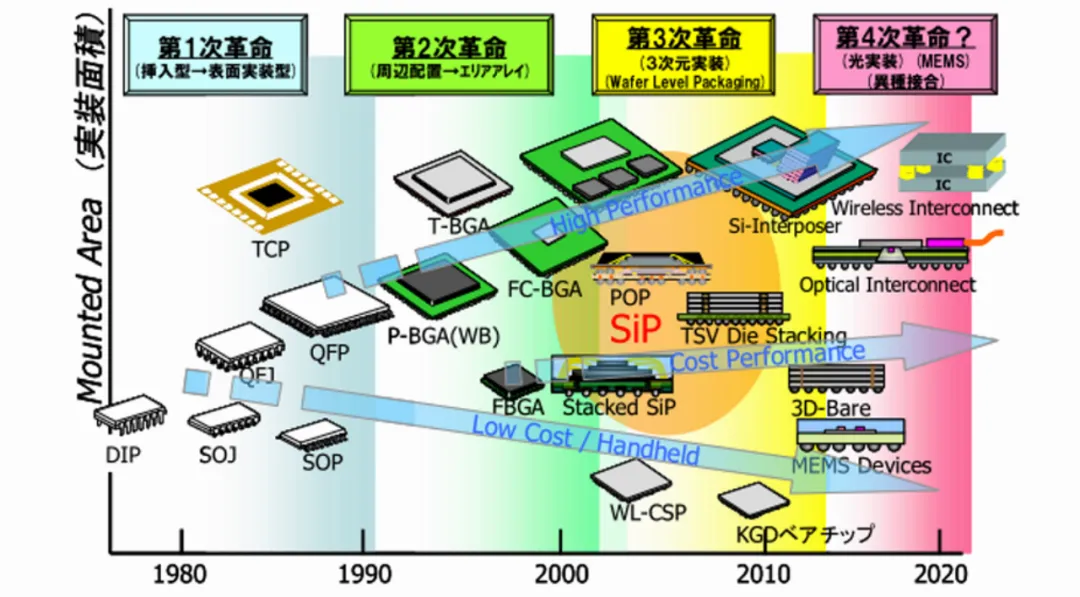
上图展示了电子元器件封装技术的演进脉络,随着封装向高密度、阵列化、3D 堆叠、晶圆级方向发展,空洞的产生概率和检测难度同步上升,且其对性能和可靠性的影响(如散热不良、电气连接失效、机械强度下降)在高要求场景中变得不可忽视,因此空洞从之前的次要质量问题,升级为必须严格控制的关键指标。
焊球空洞的成因、检测与行业标准
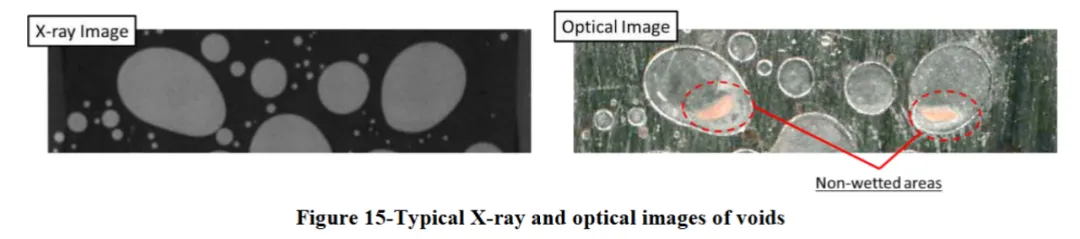
焊球空洞是在回流焊过程中,由于焊膏中有机溶剂挥发不完全、PCB焊盘污染、或电镀层析出气体等原因,导致气体被困在熔融的焊料中而形成的空腔。空洞的存在会减小焊点的有效导电和导热截面积,更重要的是,它会破坏焊点的机械结构完整性。
在行业实践中,X射线检测是发现并量化焊球空洞的主要无损检测手段。通过高分辨率的2D或3D X射线设备,可以清晰地观察到焊点内部的空洞形态、尺寸和位置,并计算出空洞率。
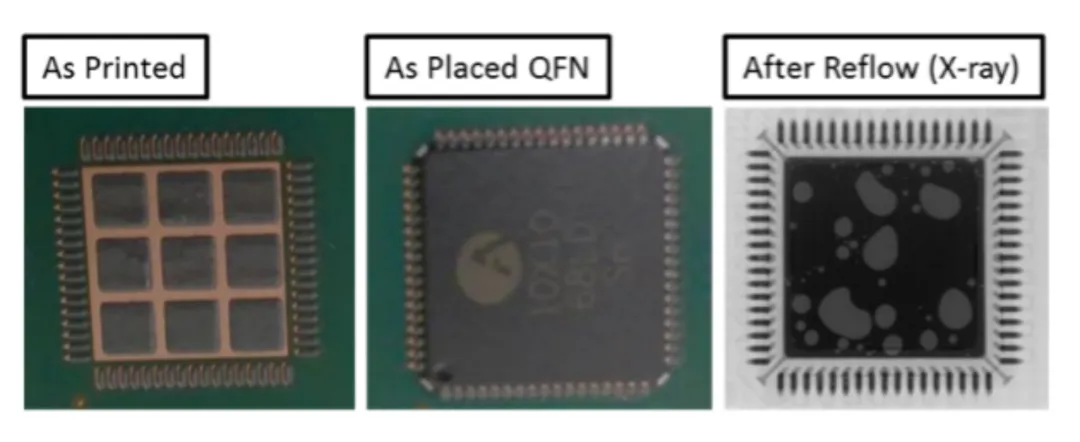
图源:Controlling Voiding Mechanisms in the Reflow Soldering Process
上图展示了QFN 器件在 SMT 生产中从焊膏印刷、器件贴装到回流焊接的三个核心工艺阶段,右侧的X射线图像直观呈现了回流焊后,器件底部焊点中出现的空洞缺陷。
目前,关于焊球空洞率的行业标准并不完全统一,这给质量控制带来了一定的模糊性。
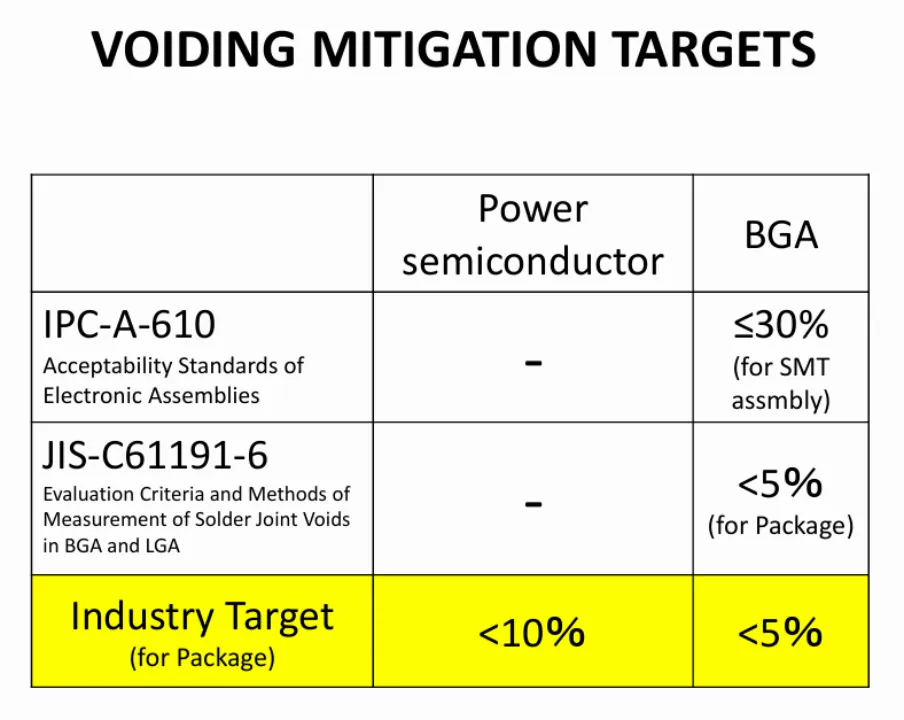
IPC-A-610和IPC-7095是电子组装领域最常被引用的标准。IPC-A-610标准通常规定,BGA焊点的空洞面积不应超过焊点总面积的25%或30%。然而,这些标准主要面向通用电子产品,对于要求更严苛的汽车电子不够充分。
许多高可靠性产品制造商会制定更严格的内部标准。例如,功率半导体领域的焊点空洞率目标常被设定在10%以下,而一些领先的科技公司则可能要求空洞率低于15%。
上图对比了IPC-A-610、JIS-C61191-6等标准与行业实践中,功率半导体和BGA封装的焊球空洞率缓解目标。对于自动驾驶芯片这类高可靠性应用,这些标准仍不够不够充分。
极端温差下的封装应力与芯片翘曲
自动驾驶芯片封装是一个由多种材料构成的复杂层状结构,包括硅芯片(Die)、底部填充胶(Underfill)、封装基板(Substrate)、焊球(Solder Ball)和印刷电路板(PCB)。
左图展示了倒装芯片裸片BGA封装,右图展示了倒装芯片带盖BGA封装
这些材料拥有显著不同的热膨胀系数。
硅芯片的CTE约为2.6 ppm/°C。
封装基板(如BT树脂)的CTE约为15-17 ppm/°C。
焊球(如SAC305)的CTE约为22 ppm/°C。
PCB(如FR-4)的CTE约为14-18 ppm/°C。
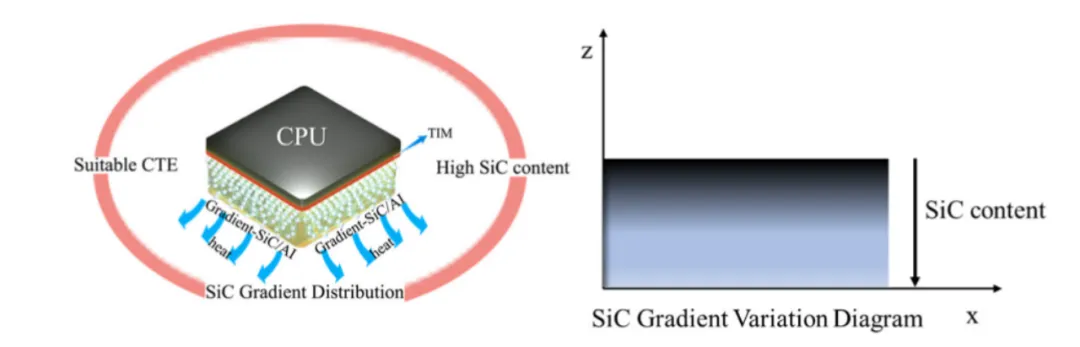
上图展示了梯度SiC/Al(碳化硅铝)材料在芯片封装中的创新应用结构。左侧示意图显示,CPU下方采用了SiC含量呈梯度分布的SiC/Al材料,通过调控SiC含量实现与芯片更匹配的热膨胀系数(CTE),同时高效传导热量;右侧的梯度变化图直观呈现SiC含量在材料内部的连续变化规律,这种梯度设计可以缓解不同材料间CTE不匹配带来的热应力问题,提升封装的热可靠性。
在制造过程中,封装体从回流焊的峰值温度(约240-260°C)冷却至室温,以及在车辆实际运行中经历-40°C至150°C的温度循环时,巨大的CTE失配会导致各材料层之间产生显著的收缩/膨胀差异。这种差异在封装体内转化为巨大的内部应力,即热机械应力。
该应力直接导致两个宏观现象:
芯片与封装翘曲:由于封装结构通常是不对称的,热应力会导致整个封装体发生弯曲变形,即翘曲。过度的翘曲会影响二级组装(将封装焊接到PCB上)的良率,并在工作时对焊点施加额外的机械应力。
焊点疲劳:在温度循环过程中,焊球作为连接芯片与基板、基板与PCB的关键枢纽,会反复承受剪切应力和应变。这种循环加载会像反复弯折金属丝一样,在焊点内部引发微裂纹的萌生和扩展,最终导致焊点断裂,造成电气连接失效。这是电子封装中最主要的长期失效模式之一。
焊球空洞的存在,恰恰恶化了上述过程。空洞相当于焊点内部的预制缺陷,它不仅减小了焊点承载应力的有效面积,更重要的是,其不规则的边缘会成为应力集中点。
在宏观应力作用下,空洞周围的局部应力可以远高于平均应力水平,从而极大地加速了疲劳裂纹的萌生。此外,大尺寸或位于关键位置(如焊点与焊盘连接界面附近)的空洞,会显著降低焊点的机械强度,使其在热循环的“拉扯”下更易失效。
量化评估空洞影响的关键工具
为了在设计阶段就预测并规避焊球空洞带来的风险,工程师广泛采用有限元分析(FEA)来模拟封装在热循环下的行为。通过构建高保真的虚拟模型,可以精确评估不同空洞率、尺寸和位置对封装应力、翘曲和焊点寿命的影响。
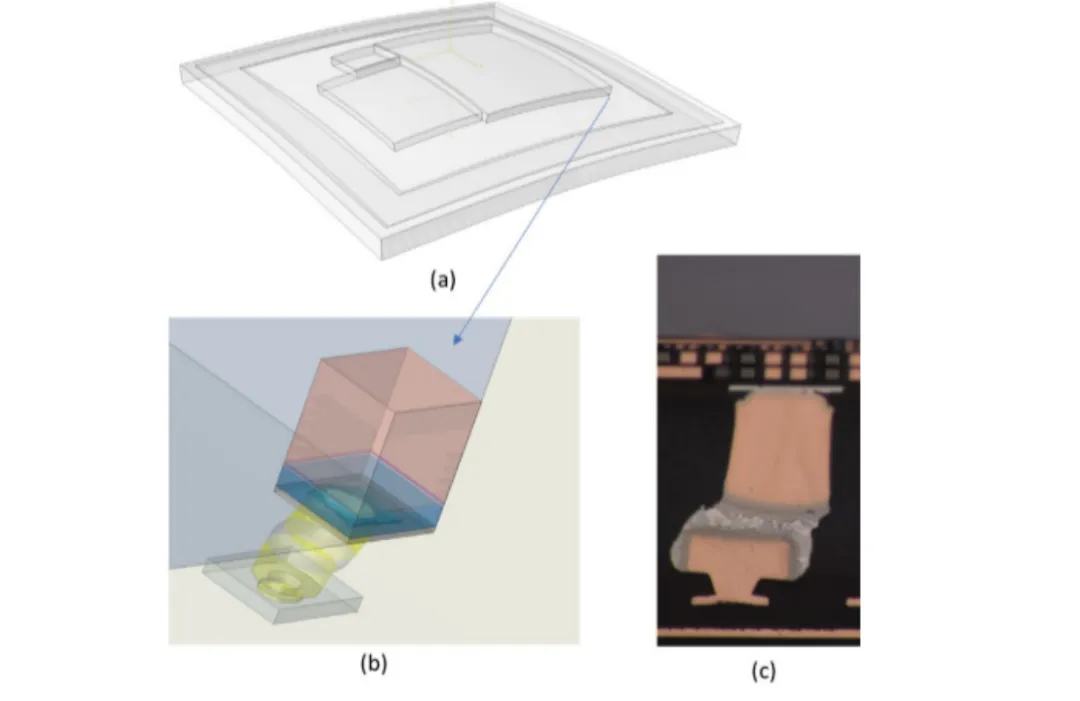
上图展示了有限元分析(FEA)在封装可靠性研究中的模型搭建流程:(a) 是全局模型(global model),覆盖整个封装结构;(b) 是子模型(submodel),聚焦单个焊球凸点、部分后端互连层(BEOL)和基板,用于精细化分析;(c) 是角部焊点的横截面,用于验证模型与实际结构的一致性。
仿真模型的构建
一个典型的用于分析焊球空洞影响的FEA模型包含以下关键要素:
(1)几何模型与网格划分
首先,建立包含芯片、基板、焊球、Underfill等所有关键部件的3D几何模型。为提高计算效率,通常利用对称性,只建立1/4或1/8的模型,并通过施加对称边界条件来模拟整体行为。
网格划分是将连续的几何体离散化为有限个单元的过程,是FEA的核心步骤。在焊球,特别是靠近芯片和基板的界面区域,需要进行网格细化,因为这些区域是应力梯度最大、最容易发生失效的地方。
空洞的表示:空洞在模型中被创建为焊球几何体内部的“空腔”或“缺失的材料区域”。通过改变空腔的尺寸、形状和位置,可以模拟不同空洞场景。
(2)材料属性的定义
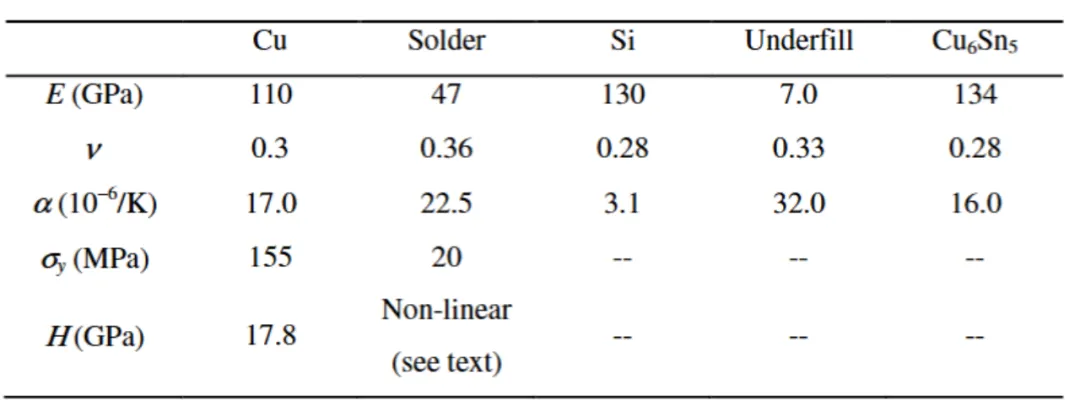
上图展示了展示了有限元建模中使用的关键材料属性,包括铜(Cu)、焊料(Solder)、硅(Si)、底部填充胶(Underfill)和金属间化合物Cu₆Sn₅的杨氏模量(E)、泊松比(ν)、热膨胀系数(α)、屈服强度(σᵧ)和塑性线性硬化斜率(H)。
(3)边界条件与载荷施加
边界条件定义了模型的约束。通常,为了防止模型在空间中自由刚性移动,会在模型的对称中心点或底面中心点施加固定约束(例如,固定X、Y、Z三个方向的平移)。
载荷是模拟物理过程的驱动力。在本场景中,主要载荷是温度循环。仿真软件会施加一个随时间变化的温度场到整个模型上,例如,模拟AEC-Q100标准中定义的Grade 1温度循环测试:从-40°C升温至150°C,保温一段时间,再降温至-40°C,如此循环。
仿真通常会设定一个“零应力参考温度”,一般为回流焊的固化温度,模型从该温度冷却时开始计算热应力。
仿真结果分析与洞察
通过求解,FEA软件可以输出一系列云图和数据,直观地揭示空洞的影响:
(1)应力分布云图
无空洞模型的仿真结果会显示,在焊点的根部(与芯片或基板连接处)应力最高。
含空洞模型的结果则会清晰地显示,在空洞的边缘出现了明显的应力集中现象。局部区域的冯·米塞斯等效应力值会比无空洞时高出数倍。这证明了空洞是“应力放大器”。
通过对比不同空洞率的模型,可以发现随着空洞率的增加,应力集中的程度和范围也随之扩大。
(2)应变能密度与疲劳寿命预测
在热循环下,焊点的塑性应变是导致疲劳失效的主要原因。仿真可以计算出每个温度循环中焊点累积的非弹性应变能密度。
仿真结果显示,随着焊球空洞率的增加,每个温度循环产生的累积塑性应变会显著增大,从而导致预测的疲劳寿命急剧下降。例如,一个25%空洞率的焊点,其在-40°C至150°C循环下的寿命可能仅为无空洞焊点的几分之一。
这与实验观察到的趋势一致,即更高的温度会加速空洞导致的失效过程。
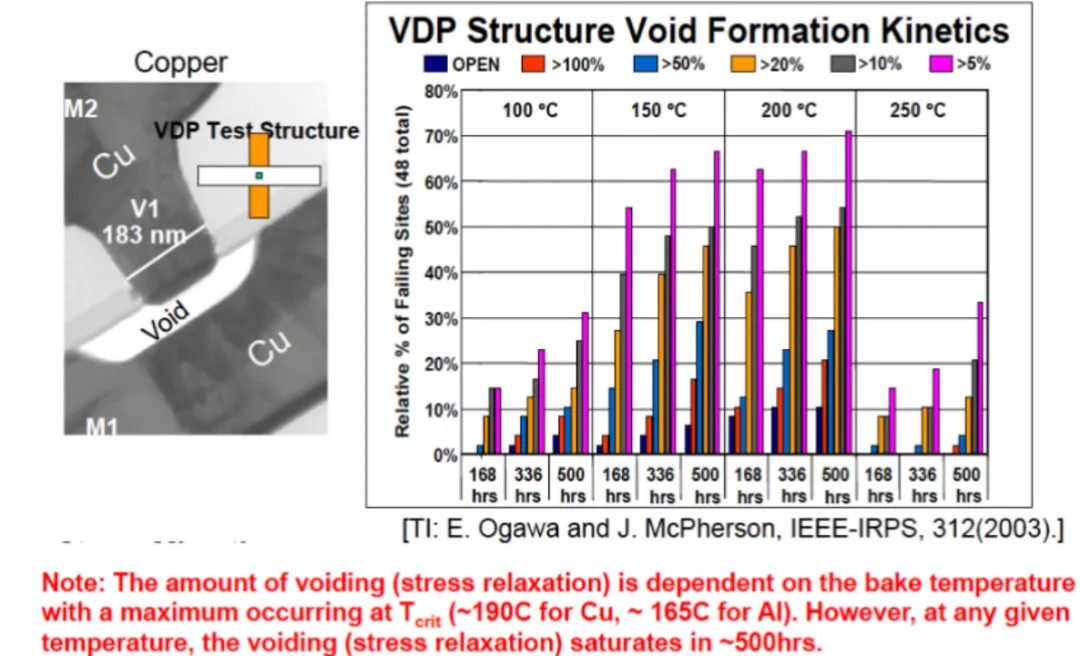
上图展示了VDP结构中,铜互连空洞形成与烘烤温度、时间的关系。左侧是VDP测试结构的显微照片,标注了空洞位置。右侧柱状图显示,随着烘烤时间增加,失效位点中不同空洞占比的相对比例显著上升;温度越高,空洞形成速度越快。
(3)芯片翘曲分析
通过仿真分析和已有的加速寿命试验研究,我们可以构建一个清晰的逻辑链条:
1.空洞率升高➔ 应力集中加剧:FEA仿真清晰地揭示了这一物理现象。
2.应力集中加剧➔ 循环应变增大:在相同的温度循环载荷下,空洞周围的材料承受更大的变形。
3.循环应变增大➔ 疲劳寿命缩短:根据疲劳理论,寿命与应变成反比关系。研究表明,更极端的温度循环(如-40°C至125°C)本身就会使焊点寿命比温和条件(0°C至100°C)差2.6倍。空洞的存在会在此基础上进一步、非线性地恶化寿命。
4.疲劳寿命缩短➔ 失效率增高:在产品生命周期内,更早出现疲劳失效意味着更高的失效率。虽然从仿真寿命预测到FIT率的转换需要复杂的威布尔分布统计分析,但其正相关趋势是确定的。
未来,随着芯片封装向异构集成和3D堆叠方向发展,互连结构的复杂性和密度将进一步增加,对焊点质量的控制将变得更具挑战性。
未来的研究应致力于开发更先进的多物理场耦合仿真模型(结合热、电、力),更精确地表征焊料在复杂应力状态下的本构关系,并探索新的无损检测技术以更精确地识别微小空洞。最终目标是实现从设计、制造到测试的全链路协同,确保自动驾驶芯片在整个生命周期内的极致可靠性。
—end—
推荐阅读:
一文探讨当前车载通信加密是否过度消耗了MCU资源?
N5A/N3A工艺:已知缺陷与未知物理失效模式的双重风险
一文看懂车规芯片的认证体系「AEC-Q 系列」
从L2+到L4:不同自动驾驶级别对芯片架构的核心要求
蔚来自研芯片ISP层去ARM标准化技术解析
舱驾一体芯片的硬件虚拟化与安全隔离设计