🔥 压铸人必看!轿车零部件压铸模设计全拆解:从二维图纸到三维成型的硬核落地指南
文末附压铸模设计全套模板+仿真参数表,工程师直接套用,少走3年设计弯路!
在压铸行业,做轿车零部件压铸模的师傅都有共识:一副合格的轿车压铸模,是精度、寿命、效率的三重博弈。不是简单的零件拼接,而是要在开合模、成型、脱模的每一个环节,抠住细节、守住参数。
今天结合《现代压铸模》里的轿车零部件压铸模实例,再配上这张超清晰的二维图纸+三维造型图,把模架设计、结构拆解、图纸要点、仿真逻辑全掰开揉碎讲透——不管你是刚入行的设计新人,还是想优化工艺的老工程师,这篇内容都能直接落地!
一、先看图纸!一张图看懂轿车压铸模核心架构
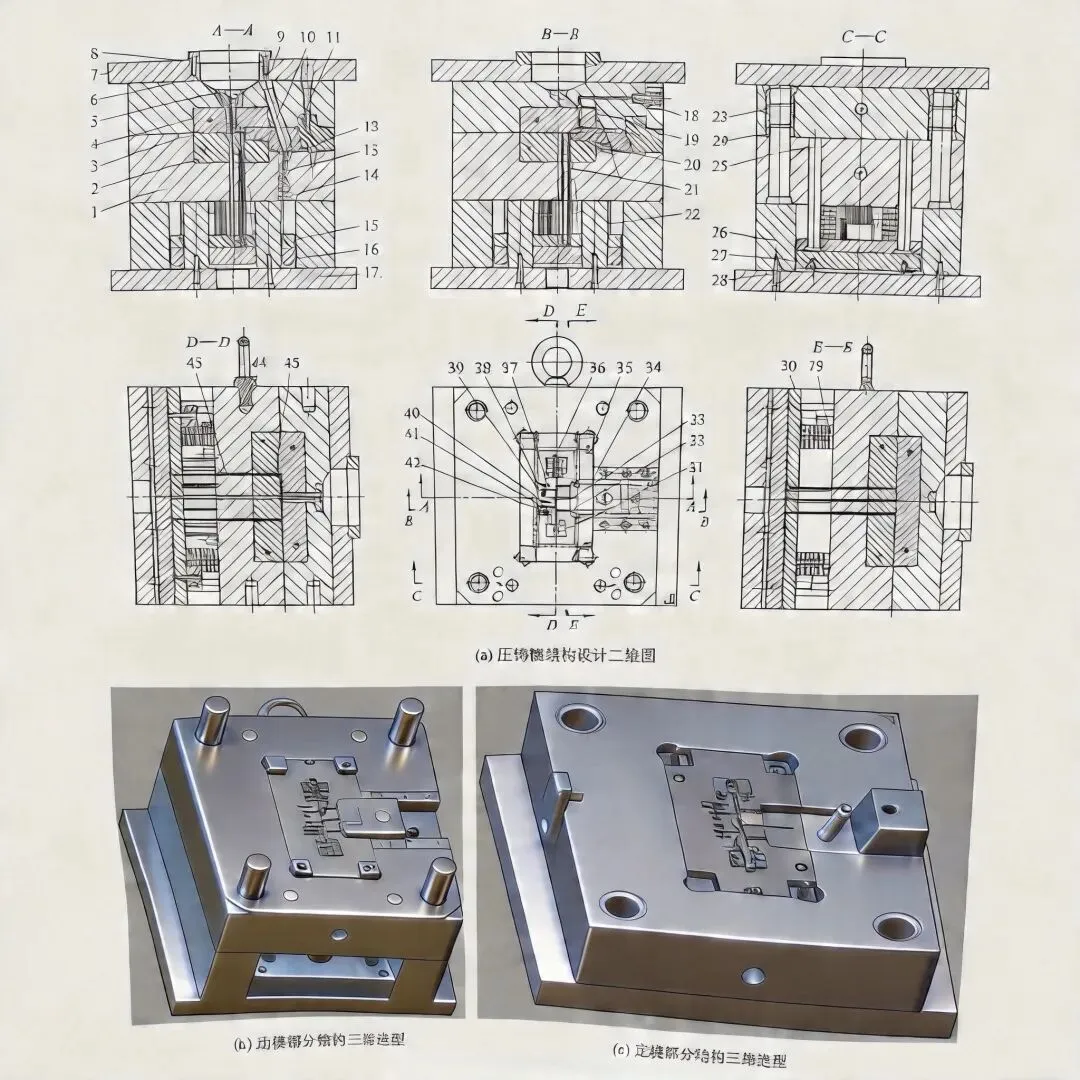
先看这张压铸模结构设计二维图+三维造型图,这是整副模具的“骨架”,从二维标注到三维成型,藏着所有设计逻辑:
1. 二维图纸:标注所有设计细节(图a)
这张二维图包含A-A、B-B、C-C、D-D、E-E多个剖面,把模具的核心结构拆解得明明白白:
- 剖面核心标注:每个剖面精准对应模具不同部位,A-A剖面聚焦浇注与成型核心区,B-B、C-C剖面展示导向、顶出系统布局,D-D/E-E剖面细化动模/定模配合关系,每一条标注都对应零件功能。
- 零件编号全覆盖:从1号动模板到79号相关构件,从核心的浇口套、顶杆,到辅助的弹簧、螺塞,所有零部件的位置、配合关系、运动方向一目了然。
- 关键尺寸隐含逻辑:导柱/导套的孔位精度、顶针排布间距、浇口尺寸、冷却水路走向,这些标注直接决定模具成型精度和生产效率。
2. 三维造型图:动模+定模成型全貌(图b/c)
- 动模部分三维造型(图b):清晰展示动模侧的顶出机构、抽芯预留槽、吊环、导柱安装位,能直观看到铸件成型后的脱模路径,每一个凸起、凹槽都对应铸件的倒扣、凸台结构。
- 定模部分三维造型(图c):重点呈现定模侧的浇注系统、冷却水路布局、定模板与定模垫板的配合结构,是保证铝液/镁合金平稳充填、模具均匀控温的核心。
这张图纸+造型图的组合,完美诠释了轿车压铸模“二维定细节,三维定成型”的设计逻辑。
二、深度拆解:轿车压铸模4大核心系统+图纸对应要点
结合图纸和前文内容,把轿车压铸模的核心系统拆解开,每一个系统都能在图纸上找到对应位置,设计时绝不踩空:
1. 成型系统:决定铸件“长相”的核心(图纸核心区)
成型系统是压铸模的“灵魂”,直接决定铸件的形状、尺寸精度,对应图纸中动模板、定模板、各类镶件:
- 核心零件:动模板(1)、定模板(6)、定模镶件、推件板(16)、各类凸台/滑块成型件(如33、37、41号构件)。
- 图纸要点:二维图纸中成型区的轮廓标注需精准匹配铸件尺寸,三维造型图中需体现铸件的倒扣、侧孔、多凸台结构,复杂部位必须做镶件设计(如图纸中的多凸台件33、滑块压条34),便于后期维修更换,避免整模报废。
- 设计标准:成型表面粗糙度需达Ra1.6-3.2μm,配合公差按H7/g6执行,这是图纸标注的核心硬性要求。
2. 导向系统:保证开合模“不跑偏”的关键(图纸C-C/B-B剖面)
轿车压铸模重量大、开合模频率高,导向系统是“防跑偏、保精度”的核心,对应图纸中导柱(24)、导套(23)、推板导柱(22):
- 图纸可见细节:导柱/导套的孔位对称分布在模架四角,二维图纸中精准标注了孔位间距、孔径尺寸,三维造型图中能看到导柱的安装高度与配合深度。
- 核心参数:导柱/导套配合精度需≤±0.01mm,模架刚性需达标,否则开合模过程中易出现模具碰撞、铸件尺寸偏差。
3. 顶出系统:实现铸件“顺利脱模”的关键(图纸D-D/E-E剖面)
轿车零部件包紧力大、结构复杂,顶出系统设计直接决定脱模成败,对应图纸中顶杆(21/45)、推件板(16)、回程杆(25)、限位块(30):
- 图纸要点:二维图纸中顶杆的排布位置与铸件厚壁区、凸起区精准对应,三维造型图中展示了顶杆的顶出方向与行程范围。
- 硬性要求:厚壁区顶杆直径≥12mm,中心距45mm,顶出同步性≤±0.1mm,限位块需精准控制顶出行程,避免顶白、顶穿铸件或顶杆断裂。
4. 浇注+冷却系统:决定铸件“成型质量+效率”的关键(图纸A-A剖面)
浇注系统决定铝液/镁合金充填路径,冷却系统决定凝固速度,二者是轿车压铸模的“命脉”,对应图纸中浇口套(3)、定位圈(8)、冷却水接头(18)、O形密封圈(19):
- 浇注系统:二维图纸中标注了浇口尺寸、与压铸机射嘴的对接位置,设计要求浇口与射嘴同轴度≤0.02mm,轿车件多采用多浇口协同,避免缩孔、卷气。
- 冷却系统:三维造型图中清晰展示了冷却水路的走向,设计核心是均匀控温:水路与型腔表面距离≥13mm≤20,模温温差控制在5℃以内,铝合金模温180-220℃、镁合金200-280℃,优化后可让铸件凝固时间减少1.9s,生产效率提升40%。
三、关键避坑!轿车压铸模设计的3个“致命细节”
结合图纸和行业实战,总结3个新手最易踩的坑,设计时务必守住:
避坑1:不做“铸件形体分析”,上来就画图纸
图纸上的每一个结构,都对应铸件的实际特征。如果不先拆解铸件的厚热节区、侧孔/倒扣、包紧力,直接画图纸,后期必出问题:
- 厚热节区(如轿车支架的厚壁部位):需强化冷却/补缩,否则会出现缩孔、缩松;
- 侧孔/倒扣:图纸中需提前规划抽芯机构,否则脱模时会直接拉裂铸件;
- 包紧力计算:轿车件包紧力大,顶杆数量、直径必须精准计算,顶出力需>120kN,否则脱模失败。
避坑2:冷却水路“随便打孔”,忽略均匀性
看图纸就能发现,轿车压铸模的冷却水路是环绕式、精准布局的,不是随便打孔。随便打孔会导致模温不均,铸件变形、成型周期变长:
- 薄壁区:需均匀布水,保证快速凝固;
- 厚热节区:需增加3D打印水路,快速降温;
- 密封圈:必须选用耐温≥200℃的材质,避免漏水导致模具开裂。
避坑3:导向/顶出系统“凑合用”,忽略精度
轿车压铸模吨位大、开合模频繁,导向和顶出系统的精度直接决定模具寿命:
- 导柱/导套:必须按H7/g6配合,否则开合模跑偏,磨损模具;
- 顶针:需做氮化处理(硬度≥HV1100),避空段间隙扩大至1.2-1.5mm,避免热膨胀卡针;
- 螺栓/螺钉:全部选用12.9级高强度件,避免高温高压下松动失效。
四、落地流程:轿车压铸模设计“5步标准化模板”
结合图纸和前文逻辑,整理出可直接套用的设计流程,按步骤走,效率翻倍:
步骤1:铸件形体分析(图纸设计的前提)
- 拆解铸件结构:标注厚热节区、侧孔/倒扣、薄壁区;
- 计算关键参数:包紧力、凝固时间、脱模斜度;
- 明确设计要求:尺寸精度(IT7-IT8级)、表面粗糙度(Ra1.6-3.2μm)。
步骤2:图纸初步设计(按二维/三维分步)
- 二维图纸:按图纸标注规范,画模架、成型区、导向/顶出/浇注/冷却系统,标注所有尺寸、公差、材料;
- 三维造型:按二维图纸搭建动模/定模三维模型,验证零件干涉,确认成型路径合理性。
步骤3:仿真验证(关键提效环节)
用Cast-Designer/FLOW-3D CAST做仿真,重点验证:
- 充填过程:浇口速度是否≤35m/s,是否有卷气风险;
- 凝固过程:热节位置是否存在缩孔,凝固时间是否达标;
- 温度场:模温温差是否≤5℃,冷却效果是否合格。
步骤4:图纸优化+BOM清单制作
- 根据仿真结果修改图纸,调整浇口、水路、顶杆布局;
- 制作零部件清单(BOM),明确每个零件的规格、材料、数量(参考前文44个部件清单)。
步骤5:试模验证+最终定稿
- 试模检查铸件成型质量、脱模效果、模具稳定性;
- 调整浇注速度、冷却时间、顶出行程,最终定稿图纸。
五、干货福利!轿车压铸模设计全套模板(直接复制使用)
为了让大家直接落地,整理了图纸模板+仿真分析模板+核心参数表,全部可直接复制到Word、CAD、CAE软件中使用。
1. 压铸模设计图纸模板(二维/三维通用)
(1)图纸封面
标题:轿车XX零部件压铸模总装图
图号:QC-MOLD-2026-XXX
产品材料:ADC12/AZ91D
压铸机吨位:1600T/2000T
设计/审核/日期:XXX / XXX / 2026-XX-XX
(2)二维图纸标注规范
- 视图组成:主视图+多剖面(A-A/B-B/C-C等)+局部放大图+三维造型插入图;
- 必标内容:模架尺寸、开合模行程、顶出行程、浇口尺寸、水路参数、顶针规格、铸件精度等级。
(3)BOM零部件清单(核心件)
序号 零件名称 规格 材料 数量 核心要求
1 动模板 定制 H13 1 调质HRC40-45
2 定模板 定制 H13 1 成型精度匹配铸件
3 浇口套 定制 H13 1 同轴度≤0.02mm
4 顶杆 φ12/φ10 SKD61 按需 氮化处理
5 导柱/导套 φ20/H7/g6 20Cr 各4 配合精度±0.01mm
6 冷却水接头 定制 黄铜 按需 密封无泄漏
2. 仿真分析模板(Cast-Designer/FLOW-3D通用)
(1)基础参数
- 铸件材料:ADC12;浇注温度:660-680℃;
- 模温:180-220℃;环境温度:25℃;
- 充填时间:15-25ms;水流速:1.5-2.0m/s。
(2)结果分析清单
分析维度 合格标准 问题判定 优化方案
浇口速度 ≤35m/s >35m/s 加大浇口尺寸
模温温差 ≤5℃ >5℃ 优化水路布局
缩孔风险 Niyama>0.2 <0.2 强化热节冷却
顶出力 >120kN <120kN 增加顶杆数量
3. 核心参数速查表(保存即用)
设计环节 核心参数 轿车件标准
模架设计 导柱配合精度 ≤±0.01mm
浇注系统 浇口同轴度 ≤0.02mm
冷却系统 水路与型腔距离 ≥3mm
顶出系统 厚壁区顶杆直径 ≥12mm
成型系统 表面粗糙度 Ra1.6-3.2μm
最后:写给压铸人的心里话
轿车零部件压铸模设计,从来不是“画图纸”这么简单。这张二维图纸+三维造型图,每一条线条、每一个标注,都是对精度、细节、工艺的极致要求。
好的压铸模,是设计先行、图纸精准、仿真验证、细节落地的结果。每一个零件的选型、每一个参数的确定,都直接影响铸件质量、模具寿命和生产效率。
💬
你在设计轿车压铸模时,最容易踩的坑是什么?是顶针卡滞、缩孔还是脱模变形?评论区聊聊,咱们一起交流优化!
同行一路,一起成长。觉得这篇干货能帮你避坑省钱,欢迎关注+点赞+转发!你的每一次分享,都能帮到更多在一线奋斗的压铸人!
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
