“桑塔纳”轿车配套用切割式汽车V带研制
冯世金
一、前 言
切割式 V带是国际上七十年代大量发展的产品,普遍用于汽车发动机辅机的传动,用以替代包布式V带。随着几家工厂以国外引进或自行设计的设备和软技术开发研制切割 V 带的深入,一些专业技术人员纷纷在《橡胶工业》、《胶带工业》等刊物上就此发表论文和在技术交流会上作学术报告。
我厂研制切割式汽车 V带虽然起步较早,但开发速度较慢,引进设备也较少。在此,把我们所碰到的问题和取得的点滴经验提出来,以便共同把切割式汽车V带制作得更好,精益求精地向高层发展,满足各种车型的性能要求,使我国的汽车V带质量达到国际先进水平。
二、桑塔纳轿车V带的试制过程
我厂从1984年下半年起,为适应用户的需要而开始开发研制切割式汽车V 带。开究的范围包括产品结构、配方、工艺、设备以及原材料的选择。虽然摸索出一条生产工艺路线,但由于受设备条件的限制,进是很慢。1986年我厂接受了研制为上海桑答纳轿车国产化配套的两种规格 V带的任务,同年又在化工部“910”国防化工订货门从事切割式汽车 V 带产品试制和设备设计制造的机构。
几年来的研究和试制,使我们感到生产切割式V带,设备问题是关键,而切割机又是关键的关键。要将 V 带切成合格的梯形,又适应大批量生产,需要解决的工业设备问题难度很大。为此,1988年经市经委批准,决定了引进关键设备与自制配套相结合的技术改造路线。目前,通过实践,软技术已取得了明显进展。全部软技术均立足于自己,没有花一分钱外汇。90年代初引进了由德国高斯公司制造的 V 带双鼓自动切割机和定长齐边机。其他设备,如成型机、胶套硫化缸、鸭模机等均自行制造配套。炼胶、压延出片等均利用原有通用设备。另外,又委托哈尔滨工业大学设计制造了疲劳试验机,委托上海飞机设计研究所设计制造了汽车V带测长仪(包括测量露出高度)。
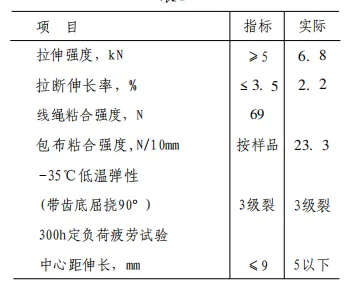
我们将研究开发的技术力量重点放在桑塔纳轿车发电机带上,即9.5×950La齿形切割V带。空调带因改用日本空调机国内组装而变为二次配套,其质量要求按日本汽车工业标准,比大众汽车公司标准低。我们经一次试制就达标,而且跑车里程达60453公里(带轮间距未做过调整);又如步兵战车用V带,也是一次试车就达到德国DIN标准。直至去年下半年,采取了改进措施才达到指标要求(主要是300h定负荷疲劳试验)。经过多次试制和试验,在性能稳定的条件下,于今年2月正式向上海大众汽车公司提交了样品。样品的性能符合德国大众汽车公司标准,实测数据如表1所示。
表1
试制的发电机带样品经上海大众汽车公司质保部复验后进行60000公里装车里程试验,均已达标。其中一条带在63000公里时拆下检查分析,尚可继续使用;另一条带至9月1日已达65000公里,现正继续考核。至此,根据上海大众汽车公司的试验情况,我厂成为国内第一家达到 60000公里装车里程的汽车V带生产厂。国内试验通过后,又送德国大众汽车公司复验,主要是疲劳试验,其条件较 GB11545 和ISO5287标准更为苛刻。国标和 ISO 标准规定为,主、从动轮有效直径为121mm,转速为4900r/ min,张紧轮有效直径为65mm,功率为6kW;而大众公司标准规定主动轮有效直径为120mm,转速为6000r/ min,从动轮有效直径为60mm,转速为12000r/ min,张紧轮有效直径为90mm,功率为9~12.5kW,以积分法计算试验值。国内尚无此试验设备,其试验功率为国标的二倍。例如国标规定 AV22型带试验条件为转速 3900r/min,功率10kW,而所试带的宽度却为桑塔纳发电机带的二倍。由此可见等国大众公司的试验强化程度之高。
三、桑塔纳切割式 V 带的研制关键及其对策
在桑塔纳切割式发电机 V 带的试制中,我们感到以下三个方面是关键:①带必须具有较低的伸长率;②带的横断面须有较好的刚性;③工艺设备必须满足产品加工要求。下面分别加以详述。
1.伸长率
带的伸长率与使用寿命的关系很大,而决定伸长率的主要因素是聚酯线绳的质量(热拉伸定型程度、伸长率、强度等),其次是加工工艺(成型、硫化)。
线绳要控制定负荷伸长率和断裂伸长率,按德国F+W公司的美勒公司提供的性能数据经复验,其定负荷伸长率均在指标以内,而拉断伸长率则不一致,高低可差1%,甚至1.5%。因此,在工艺上必须采取相应措施,即在线绳缠绕时,强迫其预伸长,以减少产品在硫化定型后的作用伸长以及定负荷疲劳伸长。通过选用高质量线绳和在工艺上采取措施后,所制成V的带全面达到了上海大众汽车公司的性能指标。
在这方面,我们是经过曲折道路后才得到成功的。送交桑塔纳公司装车样品的一个主要性能指标是300h、50kgf定负荷疲劳试验。规定试验后的中心距伸长与装车时的值相比不得超过9mm。过去由于线绳质量因素和工艺装备条件,试制的样品一般在数到 300h(大部分在200h左右)就损坏了。这使我们感到压力很大。上级主管部门上海市化工局为了使项目尽快取得进展,决定我厂与兄弟厂联合攻关,以兄弟厂成熟的软件技术和引进设备进行试制,但其结果亦不理想,未达到 24h试验后伸长不大于8mm的指标要求。在这种情况下,我们误认为是由于线绳本身伸长率所致,以致在线绳方面化了大量时间,直至有关线绳厂家无法提供更低伸长率的线绳为止。这时我们感到,除线绳本身因素外,应从其他途径想办法。经反复研究,认为唯一的办法是在工艺上采取补充措施,在张紧力方面不能按常规办事,必须对线绳在成型过程中进行加大张力的再拉伸,使缠绕的线绳有相当稳定的预伸长。经过多次试验后,确定张力为60~80N。去年12月中旬在洛阳召开的切割式 V 带设备和线绳技术交流会上,据德国F+W公司介绍,该厂认为,对1100D/3×3型聚酯线绳施加的张紧力为70N较为合适,与我们试验摸索出的张紧力基本一致。去年10~11月间,我们连续试制了四批带,每批抽一条进行300h定负荷疲劳试验,结果中心距伸长在2.5~5mm之间。今年又试制一批,作为装车样品送上海大众汽车公司,其中抽三条由双方联合进行300h定负荷疲劳试验,中心距伸长均在 3mm以内。至此,在这方面已达到了原装带的水平。原装的美国盖茨公司比利时分公司的带的伸长率为5.5mm、德国大陆公司样品为6mm(均试一条且试验在同一试验机上进行)。
2.带的横向刚性
带在使用过程中,特别是在受热压缩或摩擦生热的条件下,如果带的刚性不佳,其支撑力就受到影响,使带体变形,造成带向带轮槽底方向陷入,致使抗拉层因变形而受力不均匀,从而断裂。同时,当带向轮槽内陷入时可导致两轮间中心距增大。这样,即使带体本身不伸长,也形成了中心距超长。这种伸长其实是假伸长,如使压缩层胶耐热性能得到提高,刚性有所增加,带在使用中将不再发生截面变形,假性伸长就可避免。
另外,耐磨性不佳也能造成带体变窄而形成中心距增大,但切割式带的磨耗是不可避免的,只是程度不同而已。
关于带的刚性和耐磨性问题,可从三个方面加以改进:①在配方设计上,应设法提高胶料的耐热、耐磨性能和刚性,但与此同时必须顾及底胶的耐屈挠疲劳性能;②在工艺上,特别是硫化工序,应能保证硫化深度和冷却定型;③在结构上,除填充短纤维增强外,还可用横向帘布加强,其效果更佳。
3.生产设备
生产切割式V带,设备是关键,工艺要有设备来保证。我厂引进设备较少,大部分是自行制造配套,而且通用机械又比较陈旧,不能与引进大部分设备的兄弟厂相比,所以这里所述及的问题不一定有普遍性。
(1)压延胶片的厚度均匀性
切割式V带底胶由多层以短纤维增强的胶片组成。胶片的厚度是否一致将影响V带宽度的均匀性。而切割式V带主要以内壁定位后进行切割(反成型V带除外)。带筒厚度不均则在切割成梯形时造成宽窄不一,而宽窄不一致的 V 带在使用时会产生剧烈的跳动而导致早期损坏。例如,一层胶片的厚度偏差为0.05mm,那么5层重叠后的偏差就变为0.25mm。虽然不一定完全由厚的或完全由薄的胶片重叠,但偏差达0.25mm可能性是存在的。一般来讲,胶片的厚度偏差要尽可能控制在 0.05mm以下。经分析我厂和其他厂的样品,厚度偏差为0. 2~0.5mm,宽度偏差一般为0. 2~0.5,个别的甚至还要大。其中较好的是无锡橡胶厂产品,厚度偏差较小,带在运转中比较平稳。该厂的优势在于压延机精度较高,而且是专用设备,转速低,辊温好控制,又有胶片定向拼接机。所以说,压延机精度对带的质量关系很大。
(2)胶片对接
这对切割式 V带来说十分重要。重叠式拼接将造成底胶出现5mm左右以内的凸条,使压缩层出现局部高低。必须采取对接的办法,才能保持胶片的均匀性。
(3)成型
自制的成型机张力系统不完善,调节范围小,无法自由调距。进口成型机也存在张紧力不足的情况。我们在兄弟厂试制时,其最大张紧力(气泵压力)仅为45公斤,达不到张紧要求。
四、结束语
总的来说,切割式V带在我国还是一个新的研究课题,对工艺、设备和原材料等方面尚有深入研究的必要。该种V带在国际上虽然已大量生产,但也在不断改进提高。据美国盖茨公司员工介绍,该公司新一代切割式V带的齿部已采用皮革增强。另外,盖茨公司从1986年开始采用高饱和丁腈胶生产一部分V 带,而我国的氯丁橡胶在质和量方面均很难满足要求。硬线绳虽然取得了较大的进展,如无锡、马山、太仓、吴江都引进了设备和软技术,莱西新飞橡胶厂正在引进,但还存在一定差距。马山厂的线绳质量较好,其粘合性能已达到德国F+W公司的水平,但强度不够高,这决定于纤维厂提供的聚酯长丝质量。长丝的强度必须达到9gf/d以上,线绳质量才有可能达到国际先进水平。
原载于:冯世金.桑塔纳轿车用切割式汽车V带的研制[J].胶带工业,1993.(11):1-3.
“桑塔纳”轿车配套用汽车同步带研制
我国汽车V带的发展历史和方向(1991)
切边V带的结构与制造工艺(1989)
蓝棉短纤维/氯丁橡胶复合材料性能及其在切边V带中的应用
硬质聚酯浸胶线绳的性能及其在切边V带中的应用
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
