【热坛讨论】关于垂直线做轿车制动盘缺陷的问题
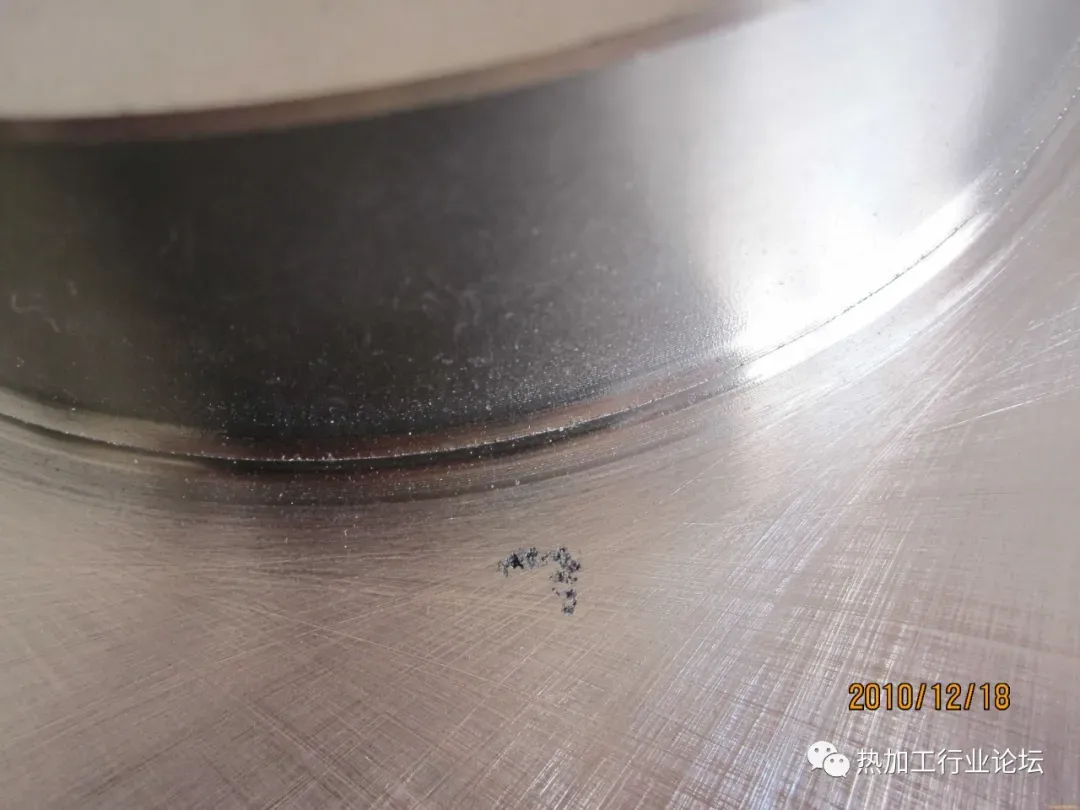
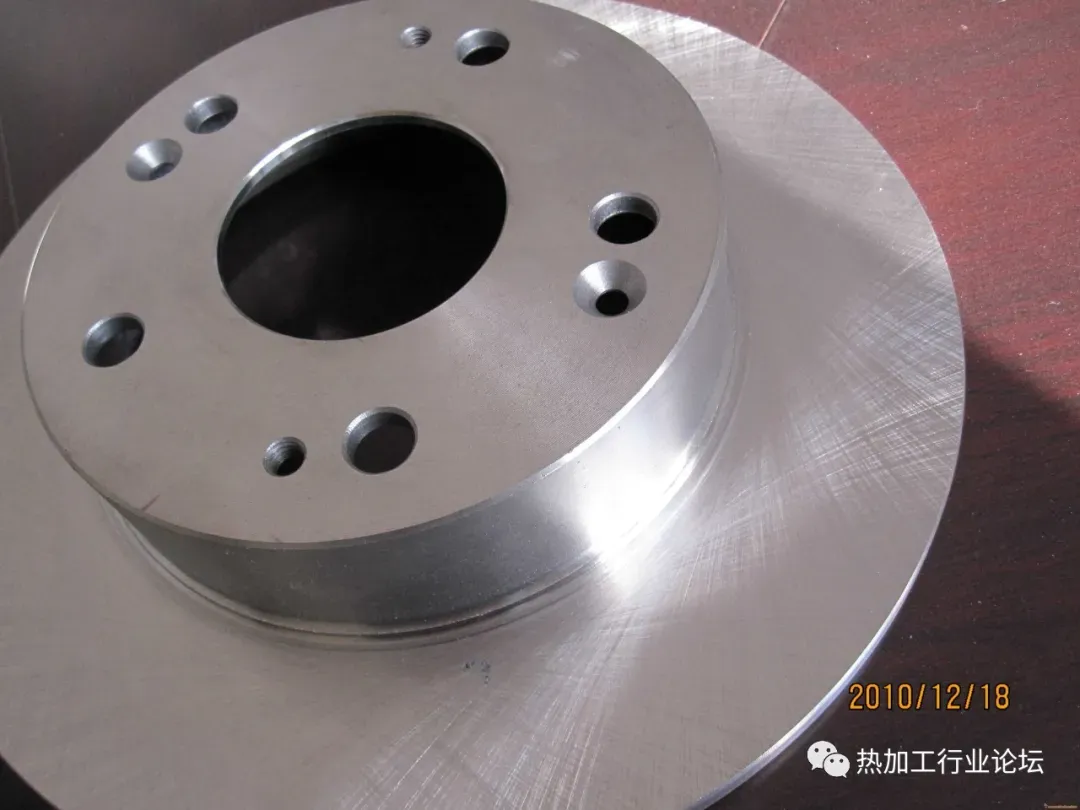
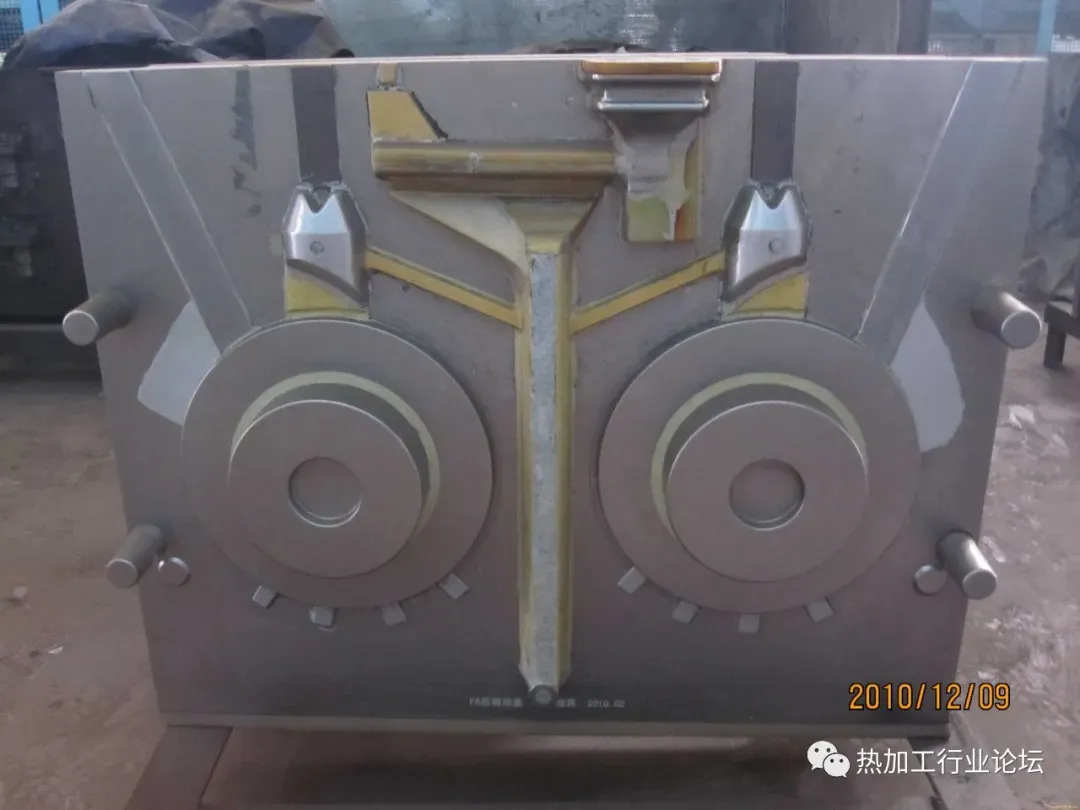
热加工行业论坛热心坛友@ljy112511提出:在罗拉门第垂直线上做轿车后制动盘,帽子根部到外圆的制动盘面有缩松,材质为HT250,缺陷位子盘面左上角、右上角居多。缺陷情况与型板见下面图片。
这种后制动盘看似简单,形状不复杂,但确实不好做。我在日本东久线(水平线)上做过类似的产品,也是缩松,时间长了,大概是半环浇道,大压边热冒口,冒口对面有溢流冒口,工艺出品率很低,缩松废品也很高。问几个做后制动盘的厂家,都说不好做。可能是我们这边技术力量还不够,很头疼。这次又放在垂直线上试做后盘,仍就是缩松。
欢迎诸位踊跃讨论,谢谢!
【以下摘录部分坛友参与讨论的回复内容】
坛友@pigeon:谈谈个人意见:垂直线做圆形的东西都容易出缩松。 1、首先,铁水浇注温度范围相当窄(这很难控制),同时为了减少铁水的液态收缩,所以低温浇注要好些,但又容易出气孔,所以又是两难; 2、垂直线不能使用水平线压边的概念,所以水平线线压边的理论完全不可用,必须使用加冒口补缩的概念,加大冒口势必影响出品率; 3、相对来说,这类零件水平线好做得多,出品率高,建议换用水平线做。至于上面有同行说东久线也出缩松的问题,得分析是否与材质有关? 4、补贴一般只适合铸钢,用于铸铁好像没有听说过。因为铸铁的补贴该如何去除啊? 5、废钢增碳会不会出缩松,得看看是什么废钢?如果是合金钢,就有可能出缩松。
坛友@wangyoufa:做过类似的东西,这种凹角缩松最好从两个方面解决: 1、增大冒口和冒口颈,畅通补缩通道,强制补缩; 2、适当降低浇注温度,减少尖砂效应。
坛友@zifeng2009:垂直线干这种盘可以考虑不用冒口,在帽子根部的热节位置整圈放2排冷肋交错布置,冷肋的直径有5~8mm差不多,高度30~50mm,可以尝试一下。
坛友@张三:虽然有阶梯浇道与冒口相连,但我怀疑起不到作用,铁水流经距离太长,端头铁水温度降的厉害,进入冒口的铁水温度不会很好的。
建议:
1、加大冒口、减短冒口与铸件的距离;
2、调整阶梯浇道的角度,允许阶梯浇道的铁水通过冒口进入铸件,以提高冒口处的温度。不用排气冒口,利用铁水进入型腔造成的型腔正压,给阶梯浇道的铁水以阻力,延缓流速,防止冲砂。从图片能看到直浇道有补缩作用,也正说明冒口没有起到其作用。
坛友@铸冶艺人:这个制动盘工艺,讨论很久了,大家谈的意见都很好。以前水平造型做这种件,浇冒口工艺无非两种,一是沿周均匀进入,实现同时凝固,一是热冒口,连浇带冒,实现顺序凝固。 当然,大量垂直线也在做这种铸件,一般是连浇带冒形式。对于楼主的工艺,我想缺点是两者工艺都不像,一是内浇口没有均匀进入,二是热冒口也不热,连接直浇口的地方太小,注满型后,冒口也不是太热。 再有就是现在大量使用电炉熔炼,控制熔炼温度,增加石墨核心,减少铁水过冷,减少铁水收缩等等措施是否运用得当,增碳剂使用是否有问题等等,铁水质量都要注意。 不知意见是否合适?
坛友@daoermo:后盘在垂直线生产,缩孔确实很难,这个盘子还是好的,我们的盘子加工后R 角还要洗个减震动槽: 1、低下开浇口的时候;R 角部位缩松基本集中在内浇口方向。所以我尝试了中注+顶热冒口工艺。 2、中注+顶热冒口工艺,缩松没有了,但砂渣孔太多了,很不稳定,工艺出品率也不好。加过滤片感觉成本高了点。 3、知道也见过有些企业是在顶热冒口上加补贴的(补充块)。就是用补贴增加补缩通道 ,但是并不是对所有后盘都适用。 别小看这个盘子,我知道后盘在很多企业都没有真正的解决,至少我所在的集团公司没看到有好的方案案例 ;主体思路还停留在将缩松藏起来;加工不到而已。 被逼急了重新开了副模具,缩松X 射线探伤可以完全没有, 工艺出品率也大幅提高;但量产性还需要完善下。
坛友@cmfwrm:谈三点看法:
1、把链接冒口的两个浇道要取消,缩松位置明显是接触热节部位。开设上层浇道避开热节,可以开设在铸件壁上; 2、冒口颈切掉弧度处尖角; 3、冒口颈尺寸一定要符合均衡凝固原理。
坛友@Xavier2005:关于垂直线生产后盘,谈一下我自己的心得。我们公司也做后盘,我改过和重新设计过的浇注系统类型,不下四五十种,都是为了解决缩,我们做的盘,是要经过X射线探伤的,一般的方案很难解决R角及凹槽处的缩松问题,要解决,也主要靠提高碳当量来解决,但这会带来石墨形态的恶化及力学性能的下降,所以这不是一个可取的方法。 根据我的实验及业界内普遍的做法,目前只找到一种方案来解决后盘缩的问题,并且还是要通过合理的冒口设置和浇注系统设计来保证。
... ...
本帖子的讨论相当踊跃。这里只是摘录部分内容,欲了解详情,敬请阅读原文:http://www.rjghome.com/forum.php?mod=viewthread&tid=66478&extra=page%3D3
编辑声明
1、铸造工程师之家所发布未注明原创的文章均转载自网络,本着共享互利的原则,收集整理的资料,经编辑后发送。所有内容仅供学习、研讨、参考之用,不用于任何商业用途!
2、如果您认为铸造工程师之家所发布的内容中图片及文字涉及版权事宜请及时联系告知。接到告知后将会及时进行删除。
3、铸造工程师之家发布注明原创的文章,欢迎各平台转发分享,但请注明转载来源及原作者。
4、铸造工程师之家不对转载内容的真实性负责,并不承担由此引起的法律责任!



 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
